1. BASIC AND OPTIONAL EQUIPMENT SPECIFICATION
| BASIC EQUIPMENT |
|
| # |
Title |
Model |
Quantity |
Weight,
kg |
HWD, mm |
Price, EUR |
1 |
De-coiling barrel with actuator and removable roll (weight of steel roll - up to 5t) |
RBK-20.02 |
1 |
1180 |
1550х1600х1450 |
|
2 |
Guiding device (board, tracker, cutting-to-length (across cutting) device (roller-type), rolling-on device for protective film covering) |
SN-1.2-2 |
1 |
225 |
2000х1650х1200 |
|
3 |
Steel forming machine with automatic control unit for 2 types of profile (wall and roof type-10, steel forming - "Linear-80", steel width - 1250mm) |
PR-125.3/03 |
1 |
2050 |
2100х1550х1350 |
|
4 |
Manual guillotine with profile-knives |
NP-1250/03 |
1 |
230 |
400х1650х900 |
|
5 |
Manual screw press (12 meters) |
PSP-1200/12 |
4 |
2450 |
3000х1350х350 |
|
6 |
Universal table for manual cutting out of grooves in polystyrene foam and mineral wool (for inserting into roof panels) |
SRW-12.01 |
1 |
45 |
1000х800х1200 |
|
7 |
Minilabaratory (mini presses) |
ML-03/2000 |
8 |
80 |
140х220х420 |
|
8 |
Box of spare parts |
- |
1 |
100 |
1000х1000х1000 |
|
additional EQUIPMEN
(you can make it yourself using our documentation) |
|
| # |
Title |
Model |
Quantity |
Weight,
kg |
HWD, mm |
Price, EUR |
9 |
Delivery table (general) |
S-03A/2000 |
1 |
70 |
6000х1150х1100 |
- |
10 |
Delivery table (additional) |
S-03B/2000 |
1 |
40 |
3000х1150х1100 |
- |
11 |
Platform for sandwich panel packing |
- |
1 |
120 |
9000х1100х250 |
- |
12 |
Trolley platform, 3m |
- |
1 |
45 |
3000х1100х1000 |
- |
13 |
Trolley platform, 6m |
- |
1 |
90 |
6000х1100х1000 |
- |
14 |
Special tray, 3m |
- |
2 |
60 |
3000х1100х600 |
- |
15 |
Special tray, 6m |
- |
2 |
120 |
6000х1100х600 |
- |
16 |
Spacers |
DP-03/2000 |
100 |
115 |
1000х980х20 |
- |
Notice: real prices can differ from abovementioned. Please, write us to get an actual information.
Power consumption of production line - 6kWt
Press PSP-1200/12 is fully mechanical without heating, with manual screw pressing (no electricity is necessary), maximal pressure - 0.3 kg/sq.sm. Press consists of 4 modules by 3 meters, the length of press is variable: 3, 6, 9, 12 meters, ect.
Possible variants for equipment set #2:
- Steel forming machine without set of roof steel forming rolls (steel forming rolls - 72 items, spacing collars (separators) -28 items). Box dimentions 600mm х 600mm х 500mm, 250 kg.
- Additional set of profil knives for manual guillotine (installed after steel forming machine).
- De-coiling barrel RBK-7-60.03 with actuator and removable roll (weight of steel roll - up to 7t).
- De-coiling barrel with actuator and removable roll (weight of steel roll - up to 8t or up to 10t).
Equimpent set #2 could be provided with additionl equipment:
- mineral wool panels cutting machine to lamels SCWR-1.2/03;
- automatic glueing machine SNK-6.0;
- sandwich panels packing machine;
- automatic thermo press with roll-table (i.e. upgrading to equipment set #3).
2. INDUSTRIAL ALLOCATION SCHEME
1. Steel rolls
2. Glue
3. De-coiling barrel
4. Guiding device
(+ measuring table)
5. Manual guillotine
6. Steel forming machine
7. Special guillotine
8. Delivery table (for already formed steel)
9. Trolley platform L=6 м (W-1/6)
10. Universal table for waves cutting in foam plastic and mineral wool for roof sandwich panels
11. Sandwich panels press
12. Pressure plates and spacers
L=2,0 m - 40 items (DP) (spacers)
L=1,0 m - 40 items (DP)
L=0,5 m - 20 items (DP)
L=0,25 m - 20 items (DP)
L=4,0 m - 4 items (WP-1) (pressure plates)
L=2,0 m - 6 items (WP-2)
L=1,0 m - 4 items (WP-3)
L=0,5 m - 5 items (WP-4)
13. Special tray L=3 m (P-1/3)
14. Trolley platform L=3 m (W-1/3)
15. Platform for sandwich panel packing (P-2)
16. Special tray L=6 m (P-1/6)
17. Place for finished sandwich panels (stabilization process)
18. Store of mineral wool
19. Store of foam plastic
3. DESCRIPTION OF EQUIPMENT SET #2
[press a picture to enlarge].
4. SANDWICH PANEL PRODUCTION TECHNOLOGY ON EQUIPMENT SET #2
4.1 Wall sandwich panel production technology
Steel film goes from de-coiling barrel through input rolls to delivery table with horizontal guiding planks. If necessary a protective film is covered on steel with the help of special device (it is installed on this table). With the help of guide planks a steel film goes to steel forming machine with high accuracy. Steel film inputs to main steel forming rolls of steel forming machine where the main profile of steel is formed. Next step is forming of side-locks. In a basic version of steel forming machine all steel forming operations are executed by 7 mills with rolls. All abovementioned operations are executed automaticly. An operator just has to press "start" button 1 time.
During steel forming a control unit automaticly defines the length of forming steel and when it is equal to required length the prosess stops automaticaly. After that manual cutting of formed steel is executed on manual guillotine with profile-knives. Then finished cover of sandwich panel transfers (manually) to stock table or to glueing table. The operator presses "start" button once again and the next cicle starts.
4.2 Roof sandwich panel production technology.
Lower steel cover of sandwich panels is placed on glueing tables. Glueing prosess is manual (with the use of spatula). Sandwich panels assembly and pressing operations are executed on screw press 12 meters length (variants: 6 or 9 meters). Lower steel cover of sandwich panels is placed in press, then mineral wool (or foam plastic) is placed on it. Simultaneously a upper steel cover is glueing and when all mineral wool is placed on lower steel cover the upper steel cover is terned over and transfered to press. So three-layer sandwich panel workpiece is made. The operations are repeated. The packet of sandwich panels in screw press may consists of several sandwich panels (from 1 to 22 panels). During the pachet forming special spacers are used. After that special pressing plates are placed on the packet of sandwich panels, manual bolt tightening is executed till the required pressure. The pachet should be under pressure for 3-4 hours. After that the press is disassembled and finished sandwich panels are extracting from the press. As a final stage these sandwich panels are stoked on special trays for "ripening" and future transportation.
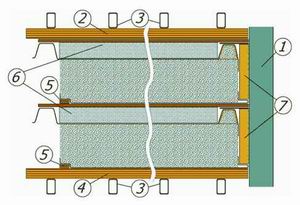
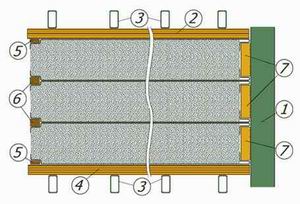
Scheme of installation of pressure plates and spacers before pressing of sandwich panels in screw press.
 |
 |
| 1. Sceme of roof sandwich panel pressing (section) |
2. Sceme of wall sandwich panel pressing (section) |
1. Basing frame of screw press
2. Upper pressure plate
3. Stiffening rib
2. Lower pressure plate
5. Spacer DP-01/2001
6. Spacer DP-02/2001
7. Spacer DPD-(60,80,100,120,150) |
1. Basing frame of screw press
2. Upper pressure plate
3. Stiffening rib
2. Lower pressure plate
5. Spacer DP-01/2001
6. Spacer DS-01/2001
7. Spacer DPS-(60,80,100,120,150) |
5. PAYMENT AND DELIVERY TERMS
Prepayment before production of equipment - 40%, payment after launch of equipmnet on seller's plant - 55%, peyment after starting-up and adjustment on buyer's plant - 5%.
Delivery terms - EXW, Oborniki, Poland. We can support you with customs clearning in Moscow, Russia.
Protective cover for steel (Novacel type-4501 - 1 roll, 1000meters length) and polyurethane glue (Deko - 1 tank, 30kg) are gived to customer for free.
6. THE FOLLOWING DOCUMENTATION IS GIVEN TO CUSTOMER
- Technological prosess of sandwich panels production (Budimpeks 001/002/2000)
- Steel forming machine readjustment manual (Budimpeks 002/002/2000)
- Steel forming operation manual (Budimpeks 003/002/2000)
- Pressing operation manual (Budimpeks 004/002/2000)
- Packing operation manual (Budimpeks 005/002/2000)
- Manual for mini-laboratory: "Glue testing for time of net formation" (Budimpeks L-006/002/2000)
- Manual for mini-laboratory: "Defining of optimal glue quantity" (Budimpeks L-007/002/2000)
- Manual for mini-laboratory: "Defining of optimal pressure" (Budimpeks L-008/002/2000)
- Manual for mini-laboratory: "Defining of final glue setting time" (Budimpeks L-009/002/2000)
- Manual for mini-laboratory: "Inspection of quality of lacquer covering of steel plate" (Budimpeks L-010/002/2000)
|