1. BASIC AND OPTIONAL EQUIPMENT SPECIFICATION
| BASIC EQUIPMENT |
|
| # |
Title |
Model |
Quantity |
Weight,
kg |
HWD, mm |
Price, EUR |
1 |
De-coiling barrel with actuator and removable roll (weight of steel roll - up to 7t) |
RBK-07.20.06 |
2 |
1280 + 1280 |
1550х1600х1450 + 1550х1600х1450 |
|
2 |
Guiding device (board, tracker, cutting-to-length (across cutting) device (roller-type), rolling-on device for protective film covering) |
SN-1.2-02 |
2 |
225 + 225 |
2000х1650х1200 + 2000х1650х1200 |
|
3 |
Steel forming machine with automatic control unit for 2 types of profile (wall and roof type-10, steel forming - "Linear-80", steel width - 1250mm) |
PR-125.3/03 |
2 |
1950 + 1950 |
2100х1850х1350 + 2100х1850х1350 |
|
4 |
Manual guillotine with profile-knives |
NP-1250/05 |
2 |
230 + 230 |
420х1650х780 + 420х1650х780 |
|
5 |
Automatic glueing machine (lenght = 12m) |
SNK-12.0/02 |
2 |
630 + 630 |
13000х1450х1400 + 13000х1450х1400 |
|
6 |
Automatic roller-type thermo press (length - 13m, max. panels lenght - 12 m). |
PT-1200/03 |
1 |
9750 |
13000х1400х1600 |
|
7 |
Device for transferring of sandwich panels covers (telpher) |
RT-7.12/05 |
1 |
460 |
12000х1100х5000 |
|
8 |
Roller-type table |
RT-1.2/13/02 |
1 |
650 |
13000х1350х1100 |
|
9 |
Universal table for manual cutting out of grooves in polystyrene foam and mineral wool (for inserting into roof panels) |
SRW-12.01 |
1 |
45 |
1000х800х1200 |
|
| ДРУГОЕ ОБОРУДОВАНИЕ ДЛЯ К.0. №4 |
|
| N |
НАЗВАНИЕ ПОЗИЦИИ |
МАРКИРОВКА |
КОЛ-ВО |
ВЕС,
КГ |
ГАБАРИТЫ,
Д*Ш*В |
ЦЕНА, EUR |
1 |
Steel forming machine with 9 mills with automatic control for 2 types of side-locks (wall and roof type-5 (Z-lock)). Steel forming type - "Linear-80". |
PR-125-9/0.5/06 |
1 |
380 |
6200х1100х1700 |
|
2 |
Steel forming machine with automatic control for roof steel forming with 5 waves ("Ventall"-type) for 1 type of side-lock - roof type-5 (Z-lock). Steel forming type - "Linear-80". |
PR-125.12/06 |
2 |
90 |
6000х1100х180 |
|
3 |
Screws and clips for press PSP-1200 (12m) - equipment set#2 |
- |
48 |
672 |
1300х500х200 |
|
4 |
De-coiling barrel with removable roll (steel weight - 5t) |
RBK-20.02 |
1 |
- |
- |
|
5 |
De-coiling barrel with removable roll (steel weight - 8t) |
- |
1 |
- |
- |
|
6 |
De-coiling barrel with removable roll (steel weight - 10t) |
- |
1 |
- |
- |
|
7 |
Mineral wool cutting device fretsaw-type with out automatic delivery (cutting info lamels) |
SCWR-1.2/03 |
|
|
|
|
8 |
Mineral wool cutting device fretsaw-type with automatic delivery (cutting info lamels) |
SCWRA-1.2/03 |
|
640 |
1500х1400х1440 |
|
| 9 |
Mineral wool cutting device circular-type with manual delivery (cutting info lamels) |
SCWT 600/05 |
|
240 |
1000х1000х1200 |
|
10 |
Sandwich panels packing device |
UPKM-1200.07 |
|
|
|
|
Notice: real prices can differ from abovementioned. Please, write us to get an actual information.
Equipment set was designed for 12 meters-long sandwich panels production. Use of longer thermo press allows to increase productivity.
2. INDUSTRIAL ALLOCATION SCHEME
Here belo you can see the real industrial allocation scheme in Bratsk town (Russia) with additional steel forming machine for roof sandwich panels wish 5 waves)
Environmental requirements.
There no special requirements to production area. The height of ceiling is matters only for operation of putting of rolled steel (weight 5-10t) to de-coiling device with the help of telpher or beam crane (height of lifting is 2,5m).
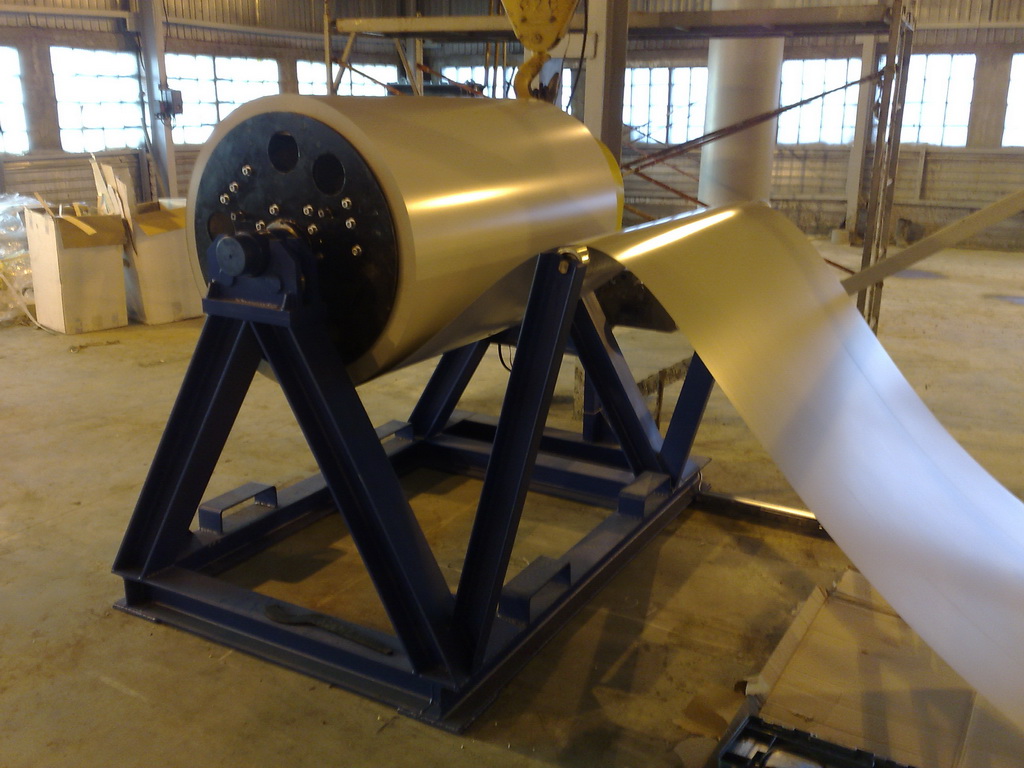
3. EQUIPMENT DESCRIPTION

[press on photo to enlarge it]
De-coiling barrel with actuator and speed control from central control unit. Maximal weight of steel - 5t (N = 2,2kW). Equipt with detector for definition of level of steel film sag for de-coiling speed control. Possible variants: 5, 7, 8 and 10t (the price will differ).
Guiding device with device of protective film covering and across cutting for the right orientation of steel (vertical and horizontal orientation before steel forming machine. It is equiped with input rolls, guid plankes, cutting device for across cutting of steel in a case of readjusting steel forming machine for another type of side-lock (change of steel forming rolls). Option: guiding device equiped with length cutting device.
Stell forming machine - designed for steel forming (preparaiton of sandwich panel steel cover) - forming of main profil and side-locks. Steel forming machine coud be readjusted for another type of steel forming (wall and roof sandwich panels). Steel forming machine has its own actuator (N=4.0 kW). It has a central control unit wich microprocessor. The control unit controls the stell forming machine and de-coiling barrel. Steel forming machine length = 2.4m. The machine has 7 mill for forming of side-locks (mill length - 300mm, stell forming rolls diameter - 150mm, total number of rolls - 78items, number of spacing collars (separators) - 22items). All rolls are driven with actuator by tooth gear drive. Readjustment for another type of side-locks takes nearly 15 minutes. Storage stand for set of changeable rolls is included in the price of stell forming machine. Un-coiling device is installed for the steel waste removing.
Manual guillotine with profile knives - designed for cutting formed steel, installed after steel forming machine. The length of formed steel is limited only by the lingth of receiving table (it is variable and non-discrete). Accuracy of cutting - ±1mm. Guillotine has 2 sets of changeable knives for cutting wall and roof sandwich panel covers.
Glueing device - delivered with modular-type roll-table with possibility of length increasing (1 module width is 1m). Roll-table doesn’t have and actuator, steel transferring – manual. The construction could be easily assembly or disassembly for transportation. Glueing is executed by pressing-out glue through nozzles. A glueing bogie with actuator goes along the steel (speed is variable). Glue is delivered with pump (final pressure is controlled and is constant). Provision of washing of system with solvent after finish of work.
Receiving roll-table is modular type with possibility of length increasing (1 module width is 1m). Roll-table doesn’t have and actuator, steel transferring – manual. The construction could be easily assembly or disassembly for transportation. 1 roll-table is installed after steel forming machine, 1 – after thermo-press.
Universal table for manual cutting out of grooves in polystyrene foam and mineral wool (for inserting into roof panels) is designed for cutting of technological grooves and for cutting of insert-element trapezium-shape of foam plastic for inserting to the waves of roof sandwich panles.
Automatic roller-type thermo-press – pass-, modular-type (1 module is 1 meter in length) total length is 13m with expandable modules. The pressure, the temperature (double side: upper and lower) are controlled, that provides high strength of qlueing, low glue consumption and perfect flatness of panels without any flashing!!! Each press module has its own actuator for rolls pressing. Sandwich panels’ thickness is variable: 40-250mm. The press has its own central control panel (pressure, temperature, distance between rolls are controlled). Pressure is variable –up to 1t per sq. meter. Temperature is variable: room temperature – 70 C. Temperature and pressure control is executed independently in each module. Thickness of panels is defined from control panel. Any deviation from defined parameters leads to press turn off and sound signal. Roll-type table (receiving device, modular type) is installed after thermo-press for easy output of sandwich panels. The press is used for pressing of wall and roof sandwich panels.
Sandwich panel covers transferring device (telpher) – is designed for transferring and tumbling of cover. We advice you more easy-to-use device (shown on industrial allocation scheme).
Additional Equipment
Sandwich panels packing platform is designed for special hard packing of sandwich panels packets in a case of transportation to 1000km or more.
Mini-laboratory (mini presses) is designed for definitions of modes and conditions of pressing and glue parameters. With each new batch of glue it is extremely advised to define the required pressure, time of pressing and other parameters using this mini-laboratory.
4. BRIEF DESCRIPTION OF TECHNOLOGICAL PROCESS
- Operation of steel forming of cover#1 (automatic)
- Operation of glueing of cover#1 (automatic)
- Operation of placing of mineral wool (foam plastic) on cover#1 (manual)
- Operation of steel forming of cover#1 (automatic) – parallel with op.#2
- Operation of glueing of cover#1 (automatic) – parallel with op.#3
- Tumbling and putting of cover#2 up to mineral wool (foam plastic) (automatic)
- Input of sandwich panel to thermo-press (manual-automatic)
- Start of the next cycle from operation #1
- Pressing – passing of sandwich panel through thermo-press (automatic) – parallel with op.#1-7
- Output of finished sandwich panel
Taking into account that the total cycle of pressing of sandwich panel (6m) is 5 minutes, then the productivity is 100 panels (6m) per shift (8 hours) or 600sq.meters of sandwich panels per shift.
Annual productivity is:
- 200’000 sq. meters with single-shift work
- 400’000 sq. meters with double-shift work
|