1. MAIN AND AUXILIARY EQUIPMENT SPECIFICATION
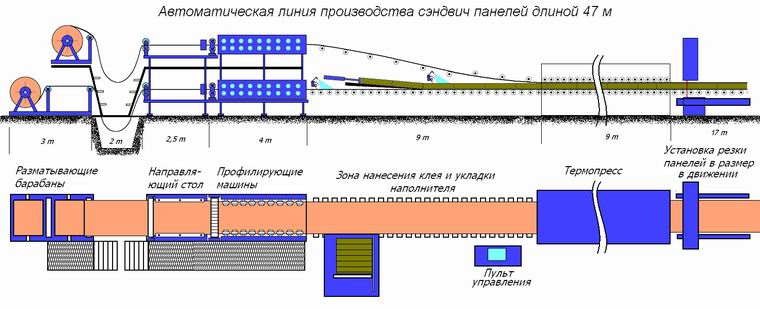
Automatic line is used for wall and roof sandwich panels poduciton (covers - steel, heat insulation - mineral wool or foam plastic).
| specification |
|
| N |
НАИМЕНОВАНИЕ УЗЛОВ |
DESCRIPTION |
PRICE, USD |
1 |
Device for insulation material preparation (cutting to lamels) |
Multi-screw device for mineral wool panels cutting to lamels. Cutting width - 60, 80, 100, 120, 140, 160, 180 и 200 mm. Cutting with no waste and dust. Cutting out of grooves for side-lock and inserts for waves of roof panels. |
|
2 |
Decoiling device |
2 de-coiling barrels for upper and lower covers with actuators (control from central control unit). Steel weight - up to 7t. |
|
3 |
Steel forming device |
2 steel forming devices for upper and lower steel cover. Upper steel forming device could be changed for 2 types of profile - wall and roof. Each steel forming device has 4 pairs forming rollers for 4 types of steel forming (4 types of profile):
- Linear - 80
- Micro forming
- Stripe-type
- at customer request
Each steel forming device has 9 mills for side-lock forming with roll sets for wall and roof sandwich panels. Time of readjustment for another type of panels - not more than 40 min.
Protective film covering device is installed before steel forming device. |
|
4 |
Dicerctor for mineral wool lamels of foam plastic panels |
Mineral wool lamels supply is mechanical with the use of pneumatic actuator. Mineral wool lames are placed brickwork-type. |
|
5 |
Glueing device |
2 glueing devices (upper and lower) are designed for single-component polyurethane glue (catalyst – water, heat setting). Glue is supplied with pressure through nozzles. Number of nozzles of one device – 120. Quantity of supplied glue is controlled – 100-400 gr/sq.m. Each device has 5 nozzles for water spraying as catalyst. |
|
6 |
Thermo-press |
Automatic thermo-press is roller type. It has upper, lower and side rolls. Readjustment for another width is automatic (60-200mm). Speed of rolling – 0-6m/min (controlled from the central controller). Rolling speed is synchronized with speed of the line. Pressing temperature – 60-70C. Time of glue setting – 5 minutes (max.). Thermo-press width – 12m. |
|
7 |
Sandwich panel cutter |
Sandwich panel across cutting device is bandsaw-type. It cuts sandwich panels on the run: cutting device is automatically fixed on a sandwich panel, the device goes with sandwich panel during cutting, after cutting the device goes back quickly. Minimal sandwich panel cutting length – 1500mm. Cutting accuracy – 1mm. Time of cutting of panel with maximum thickness – 200mm. |
|
8 |
Receiving table |
Receiving tables (roller tables) is made of aluminium shape of “ARIMETAL”-system (Italy). Some rolls are passive, some rolls has and actuator. |
|
9 |
Central control unit |
The line is controlled from central control unit. The control unit is manufactured of “Siemens” and “Moeller” components. The unit has a big color LCD touch screen. The control is maximally intuitive with friendly interface with icons and devices schemes. Soft ware was fully developed by “Budimpeks F”. All cables, detectors, indicators and other elements are included. |
|
10 |
Sandwich panels packing device (with packaging film) |
The device is equipped with delivery roller table, packing unit and receiving roller table. Both roller tables has electrical actuators. Standard packing film is used. Maximal length of sandwich panels – 12m, maximal sandwich panel packet – 1200mm. |
|
EXW - Oborniki, Poland. Production period - 6 months.
Notice: real prices can differ from abovementioned. Please, write us to get an actual information.
Mount and adjustment crew - 4 persons (provided by the seller). Mount, anjustment and launching period - 3 weeks, price - 12 000 USD (optional). Theoretical and practical training of buyer's personel - during adjustment period. Moung,
2. TECHNICAL CHARACTERISTICS
- Line speed: 1..6 m/min;
- Dimensions: length – 47m, width – 2.5m, height – 3m;
- Required production area – 9x50m;
- Required temperature: +15 - +25C;
- Compressed air – 6 atm., pure, dry;
- Voltage: 380V, 3 phase;
- Total power consumption: 50 KW.
3. TECHNOLOGICAL PROCESS DESCRIPTION
- rolled steel decoiling;
- main profil forming;
- side-lock forming;
- upper cover glueing;
- placing of mineral wool (foam plastic) with cutted-out grooves for side-lockes;
- mineral wool (foam plastic) glueing;
- pressing of mineral wool lamels (foam plastic) from sides and pressing of upper cover from above;
- input of assembled sandwich panel in to thermo-press;
- glue thermal drying in thermo-press;
- across cutting of finished sandwich panel for the preferred length;
- transfering of sandwich panels before packing machine (accumulation of sandwich panels, forming of sandwich panel packet);
- packing of sandwich panels with the packing film.
4. PRODUCTION
| |
Length (mm) |
Width (mm) |
Thickness (мм) |
| Wall sandwich panels |
1500 х 12000 (± 1) |
1160 (± 0,5) |
60 х 200 |
| Roof sandwich panels |
1500 х 12000 (± 1) |
1160 (± 0,5) |
60 х 200 |
5. WARRANTY
12 months warranty is provided by the seller.
6. TERMS OF PAYMENT
- 20% prepayment before production;
- 20% prepayment - 1,5 months after production starts;
- 20% prepayment - 3 months after production starts;
- 35% payment before delivery, after equipment acceptance by the buyer;
- 5% final payment, after mount, adjustment, starting, pilot lot production and acceptance report signing.
7. DOCUMENTATION
Technical and operation documentation is provided in russian language on paper and CD.
|